
以下是:宿迁市沭阳县异型管_异型管厂家的产品参数【福仕达】业务覆盖多领域场景,主营宿城球墨铸铁管用的放心、泗阳球墨铸铁管源头采购、宿豫球墨铸铁管厂家销售、泗洪球墨铸铁管多年行业积累等产品服务。异型管_异型管厂家,福仕达金属材料(宿迁市沭阳县分公司)专业从事异型管_异型管厂家,联系人:李经理,电话:【18762195566】、【18762195566】,以下是异型管_异型管厂家的详细页面。 江苏省,宿迁市,沭阳县 沭阳县,简称“沭”,江苏省宿迁市辖县,位于宿迁市东北部、江苏省北部,是江苏三个省直管试点县之一,苏北纳入Ⅱ型大城市培育的县份,地处徐州、连云港、淮安、宿迁四市结合部,总面积2298平方千米。截至2023年6月,沭阳县辖1个经济技术开发区、6个街道、23个镇、1个乡,县人民政府驻沭城街道。2022年末,户籍总人口197.56万人。
不要犹豫,点击播放我们的异型管_异型管厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。以下是:宿迁沭阳异型管_异型管厂家的图文介绍
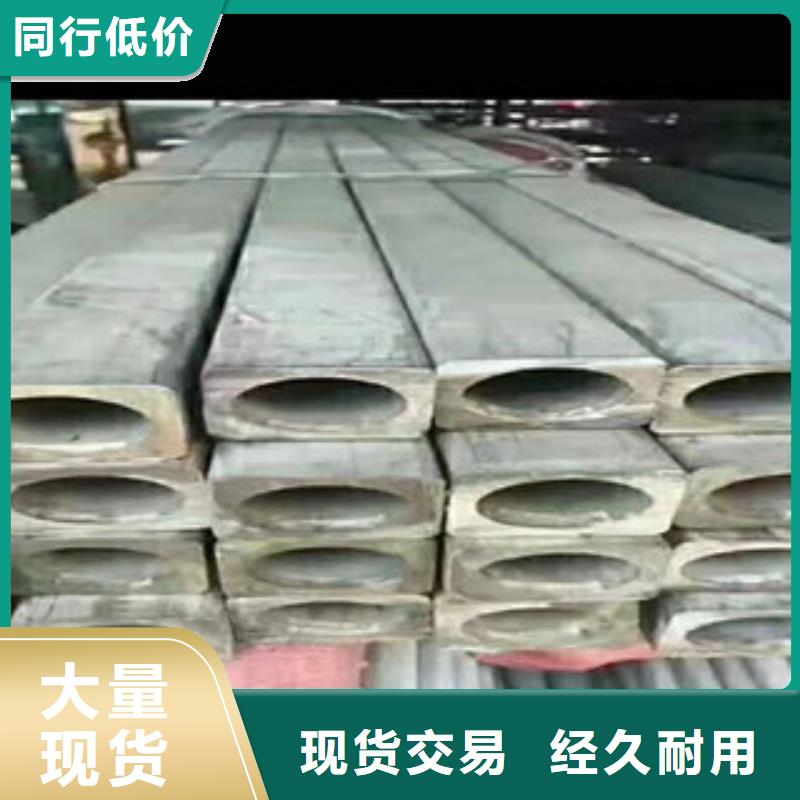
合金异型管常见的工艺检测方法(一)反复弯曲试验:将试样一端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;(二)顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;(三)管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;(四)管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型管质量及强度并显示其缺陷的试验;(五)淬透性:指钢奥氏体化后接受淬火的能力。或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;(六)切削加工性:异型管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;(七)弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;(八)管弯曲试验:在带槽弯心试样弯曲至规定程度,检验异型管承受弯曲塑性变形的能力并显示其缺陷的试验;(九)管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
异型钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管。异型钢管切削加工性系指金属接受切削加工的能力,也是指管材经过加工而成为合乎要求的工件的难易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。异型钢管材料在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。锻性好坏主要决定于金属的化学成分、显微组织、变形温度、变形速度及应力状态等因素。
宿迁沭阳福仕达金属材料有限公司致力于 球墨铸铁管领域的整体,聚焦于 球墨铸铁管市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。
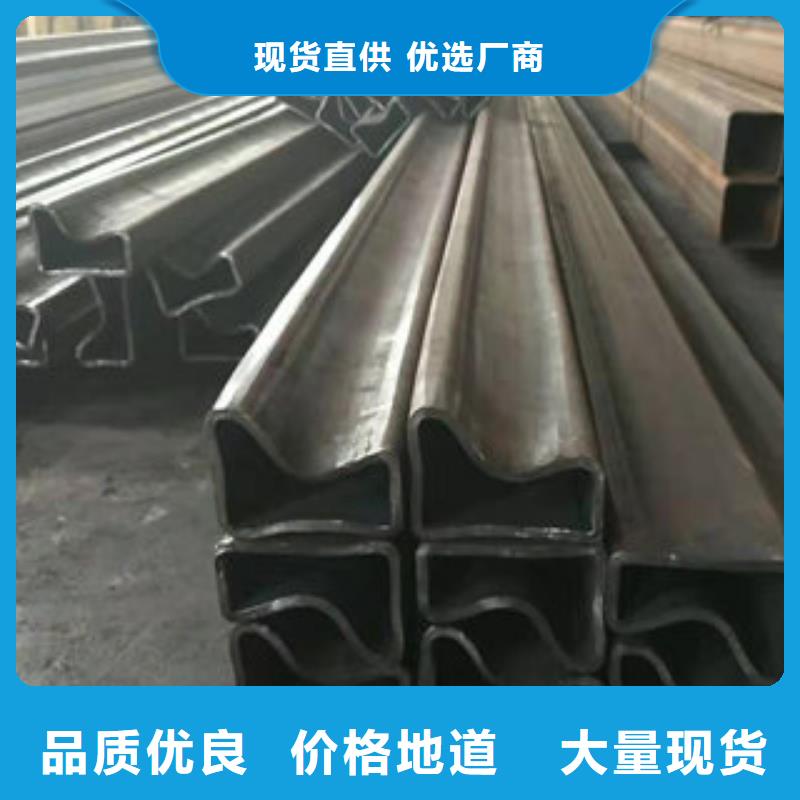
椭圆钢管冲压技术在汽车领域中也获得了较大的发展。汽车零件冲压生产容易出现起皱、开裂问题,相关的成因及控制措施是:1、起皱与叠料 起皱是困扰冲压生产重要也是困难的问题之一。起皱缺陷将引起很多不良后果,严重时还会形成叠料。起皱会对零件的外观表面产生严重的影响,尤其表现在涂装后,严重的起皱会使零件无法返修,导致该零件报废。原因:板料冲压过程中材料流动不平衡,产生挤压而无法吸收。解决思路:均衡板料流动速度。解决办法:⑴烧焊增高拉延筋,增大板料流动阻力;⑵对起皱部分做强压处理,减小该处型面间隙;⑶改变拉延筋形状,如将圆筋改为方筋,或者改变拉延筋大小;⑷增加落料件尺寸,增大压边圈的作用。生产临时措施:⑴增大压机压边力;⑵在相关处垫胶带;⑶调整平衡块,减少局部平衡块垫片,增加局部板料流动阻力。2、开裂与伤线(缩颈)开裂一般在新模具或者板料调试时出现,椭圆钢管开裂直接导致零件的报废,伤线为零件将要出现开裂的极限表现,经过涂装烘烤以后,材料应力释放,依然有可能导致零件开裂,因此,在冲压生产过程中必须杜绝成品件的伤线。 原因:因板料流动过于顺畅,冲压过程中板料拉伸变形程度超过材料本身的延展率要求,导致冲压件开裂。解决思路:改善板料流动速度。解决办法:⑴烧焊降低拉延筋,减少板料走料阻力;⑵改善型面光洁度;⑶增加刺破刀,增加局部板料流动供应量;⑷改变拉延筋形状(图7);⑸减小板料边尺寸。生产临时措施:⑴在椭圆钢管开裂或伤线处涂抹润滑油;⑵适当减小压边力;⑶调整平衡块,增加局部平衡块垫片,减小局部板料流动阻力。
异型管_异型管厂家,福仕达金属材料(宿迁市沭阳县分公司)为您提供异型管_异型管厂家产品案例,联系人:李经理,电话:【18762195566】、【18762195566】。











